หมวดหมู่สินค้า
 1.เจียร ตัด ขัด ถู
1.เจียร ตัด ขัด ถู - 1.1 ใบตัด ใบเจียร

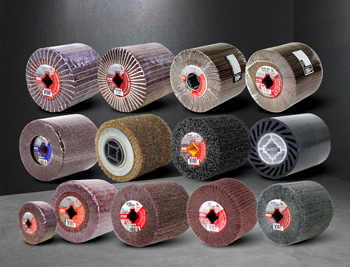
- 1.2 ผ้าทรายซ้อน/ล้อทราย/ใยสังเคราะห์ ผสมผ้าทราย
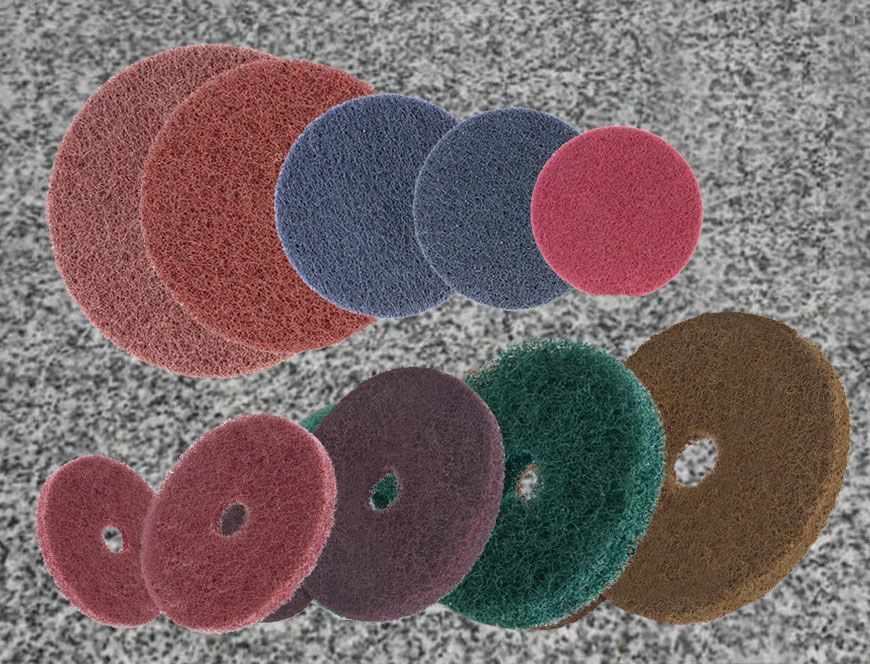
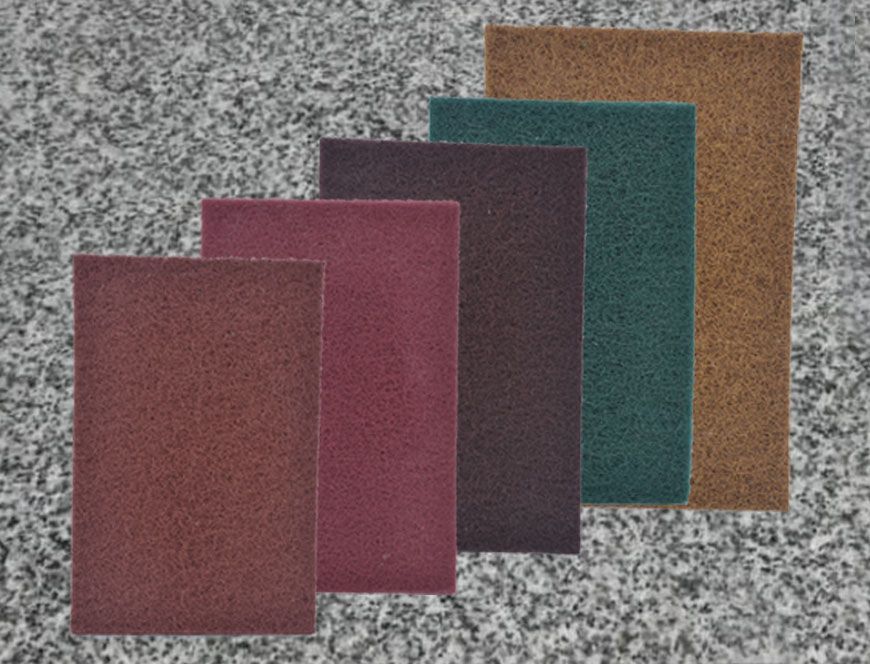
- 1.3 ลูกขัดและใยสังเคราะห์
- 1.4 ลูกขัด RX
- 1.5 หินเจียร
- 1.6 กระดาษทราย/แป้นหลังสักหลาด/แป้นรองกระดาษทราย
- 1.7 แปรงลวด
- 1.8 ใบตัดเพชร/ใบเพชรอ่อนตัว/ถ้วยเพชรขัดพื้น
- 1.9 จานเพชร/ถ้วยเพชร
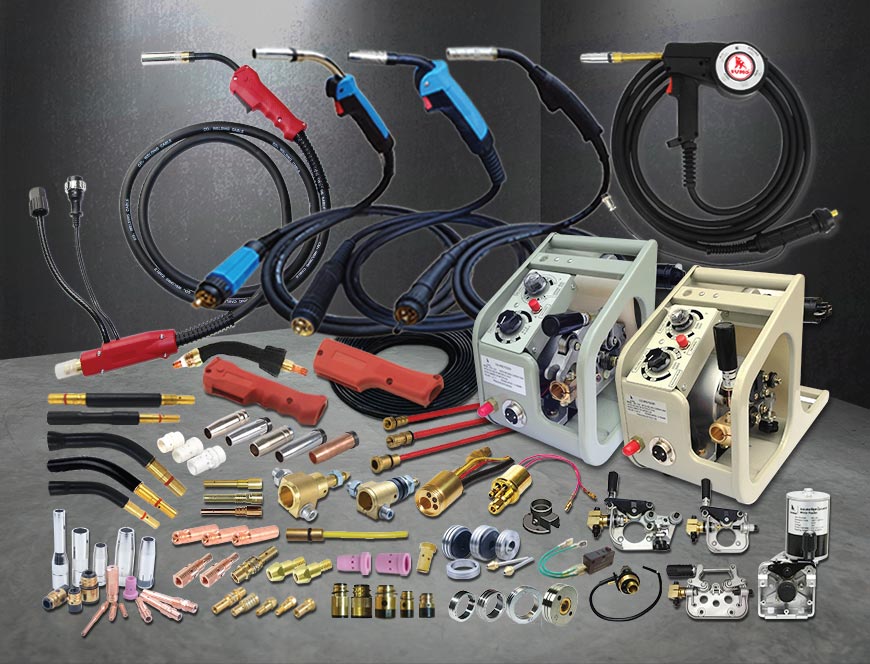
 2.งานเชื่อม ตัดพลาสม่า
2.งานเชื่อม ตัดพลาสม่า - 2.1 เครื่องเชื่อม
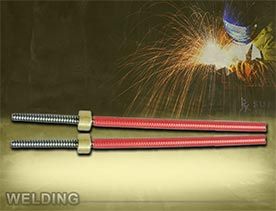
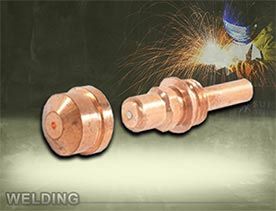
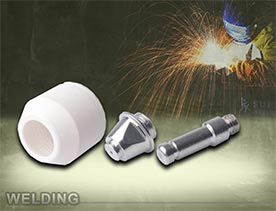
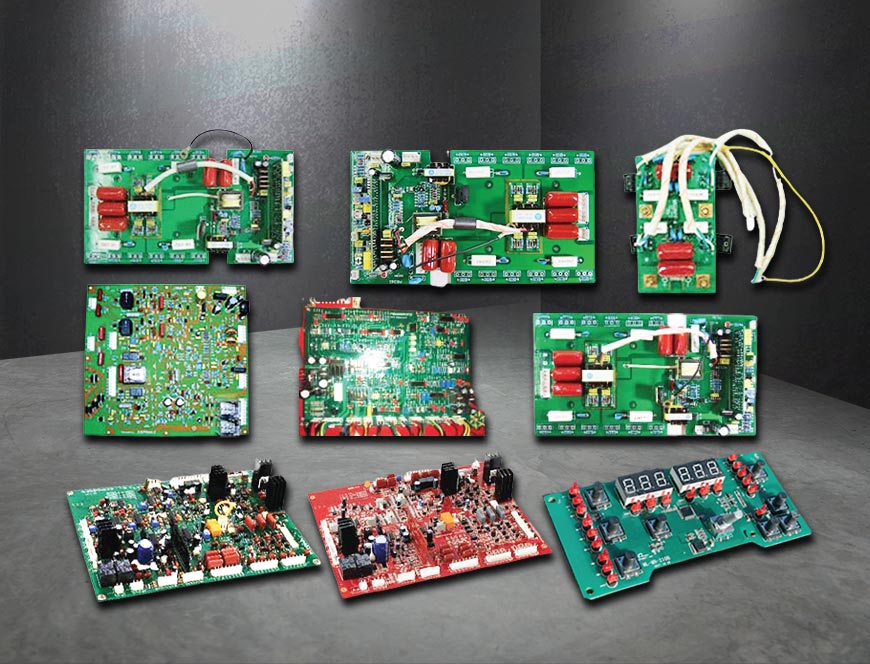
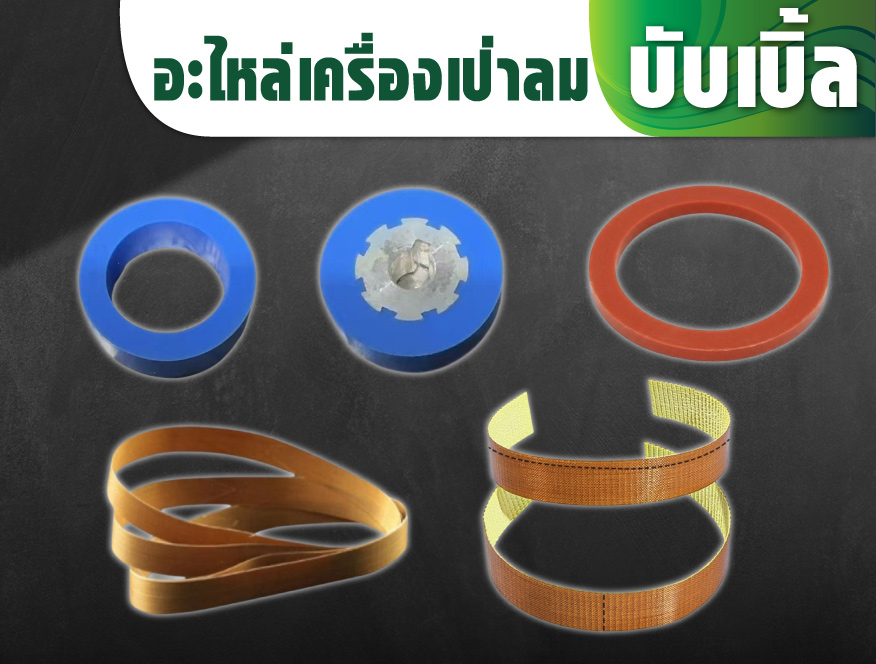
- 2.2 อะไหล่งานเชื่อมและงานตัดพลาสม่า
- อะไหล่เครื่องเชื่อม STICK
- อะไหล่เครื่องเชื่อม Tig
- อะไหล่เครื่องเชื่อม Mig
- อะไหล่เครื่องตัด Plasma
- ข้อต่อ
- ปลั๊กควบคุมหน้าเครื่อง
- บอร์ดควบคุมเครื่อง
- Potentiometer (Volume)
- 2.3 เครื่องตัดแก๊สและอะไหล่
- 2.4 ชุดด้ามตัดแก๊สและอะไหล่
- 2.5 เกจ์ปรับแรงดัน
- 2.6 ลวดเชื่อม
- 2.7 งานเชื่อมเก๊าจ์
- 2.8 เกจ์วัดแนวเชื่อม
- 2.9 CHILLER WATER COOLING
- 2.10 สินค้าเพื่อความปลอดภัยในงานเชื่อม
- 2.11 เครื่องชาร์จแบตเตอรี่/สายพ่วงแบตเตอรี่
- 2.12 โต๊ะเชื่อม/แคลมป์จับชิ้นงาน
 3.อุปกรณ์เพื่อความปลอดภัย
3.อุปกรณ์เพื่อความปลอดภัย - 3.1 อุปกรณ์ป้องกันศีรษะ/ใบหน้า/หู
- 3.2 อุปกรณ์ป้องกันมือ
- 3.3 อุปกรณ์ป้องกันเท้า
- 3.4 เสื้อจราจร/เสื้อกันฝน/ชุดหมี
- 3.5 ชุดเซฟตี้/อุปกรณ์ปีนเขา/ไฟคาดหัว
- 3.6 งานจราจร
- 3.7 สเก็นโอเมก้า/ตะขอเซฟตี้/สลิงผ้าใบ
- 3.8 สายรัดรถบรรทุก
- 3.9 อุปกรณ์ดับเพลิง/หนีไฟฉุกเฉิน
- 3.10 อุปกรณ์สามขาพร้อมรอก
- 3.11 ผ้าเย็นมหัศจรรย์
 4.เจาะ เซาะ กัด เลื่อย
4.เจาะ เซาะ กัด เลื่อย - 4.1 ดอกสว่าน ดอกสกัด ดอกเอ็นมิล
- 4.2 ดอกต๊าป
- 4.3 กระบอกเพชร/ดอกคอริ่ง
- 4.4 ดอกเจ็ทบอช/สว่านแท่นแม่เหล็กไฟฟ้า
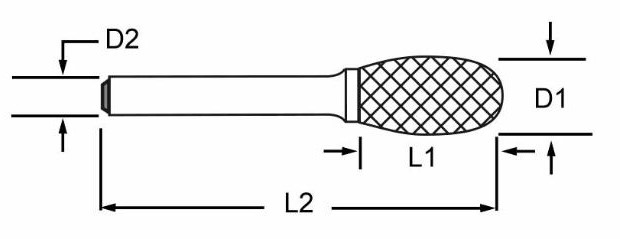
- 4.5 ดอกเจียรคาร์ไบด์
- 4.6 คาร์ไบด์ มีดเล็บ
- 4.7 ใบมีดกบ/ใบมีดตัดสติ๊กเกอร์
- 4.8 ใบเลื่อยวงเดือน
- ใบเลื่อยวงเดือนสำหรับตัดไม้
- ใบเลื่อยวงเดือนสำหรับตัดอลูมิเนียม
- ใบเลื่อยวงเดือน Multi Cutter
- ใบเลื่อยวงเดือนสำหรับตัดหญ้า
- ใบเลื่อยวงเดือน สำหรับตัดอะคลิลิค
- 4.9 ใบเลื่อยชัก/ใบเลื่อยจิ๊กซอ/ใบเลื่อยตัดเหล็ก
- 4.10 ดอกเจาะไม้ใบพาย
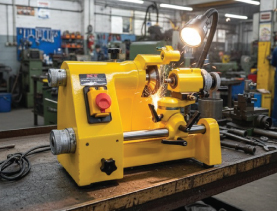
- 4.11 เครื่องลับดอกสว่าน
 5.เครื่องมือวัด
5.เครื่องมือวัด  6.อุปกรณ์ไฟฟ้า
6.อุปกรณ์ไฟฟ้า  7.อุปกรณ์ลม
7.อุปกรณ์ลม - 7.1 ปั๊มลม
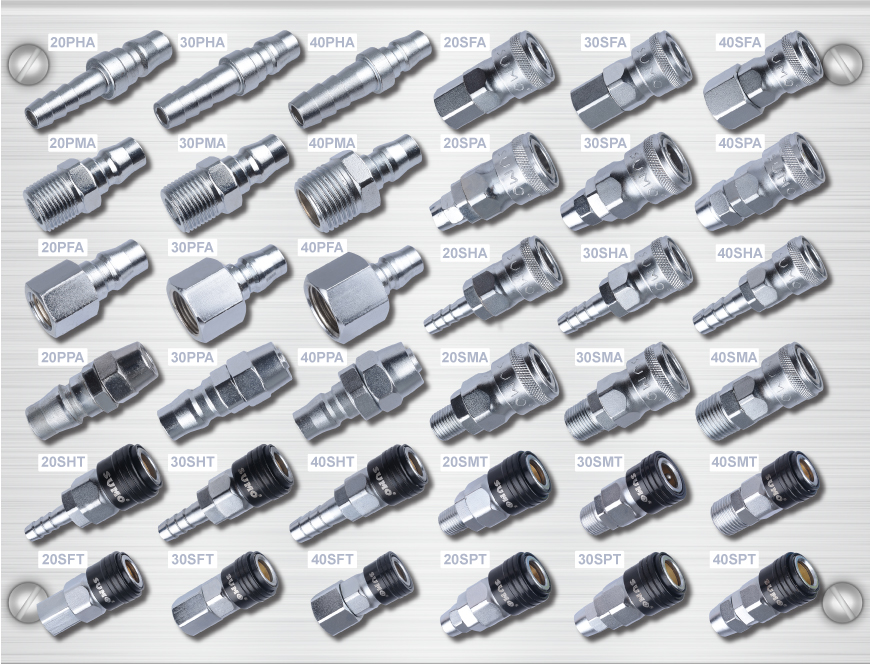
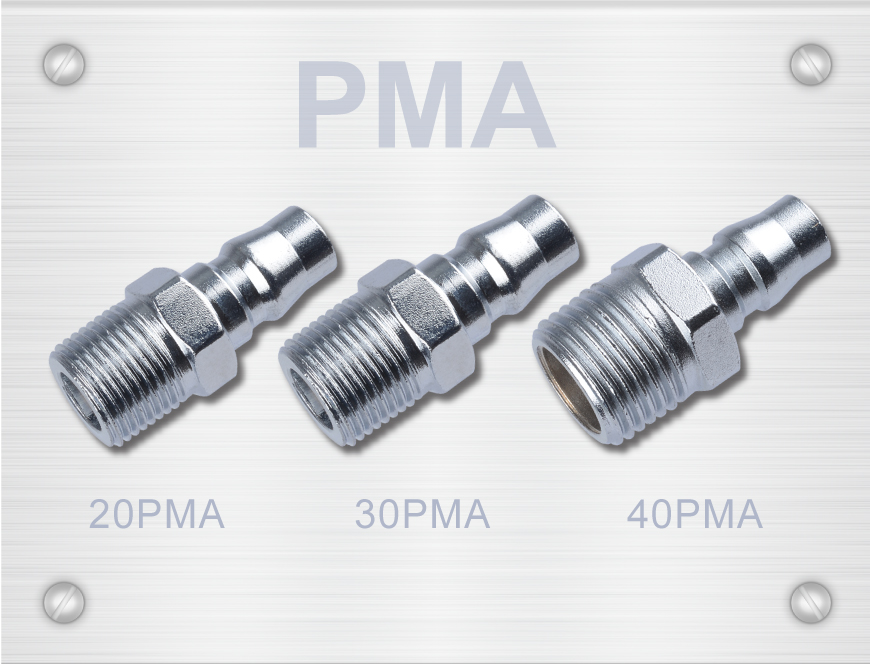
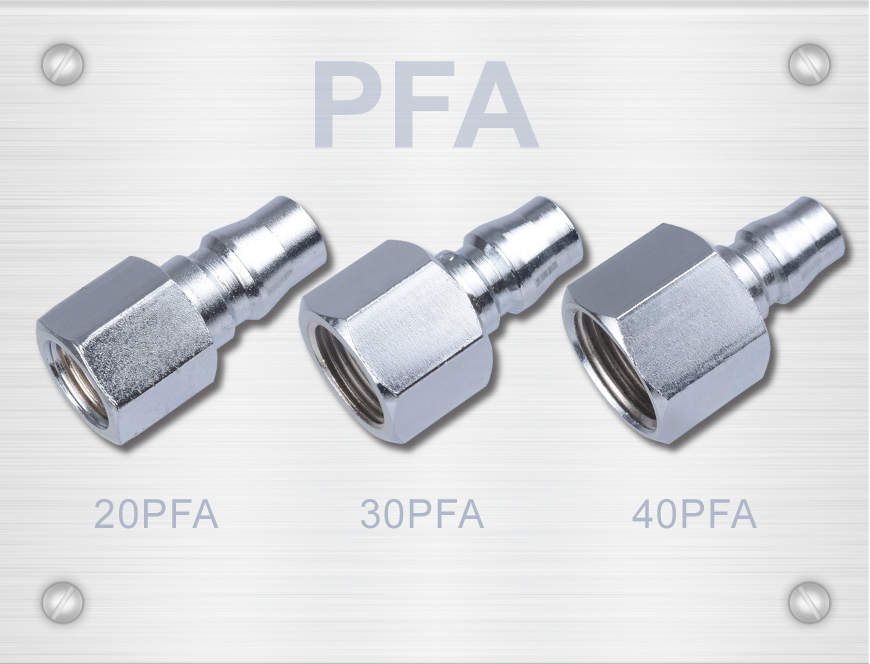
- 7.2 คอปเปอร์
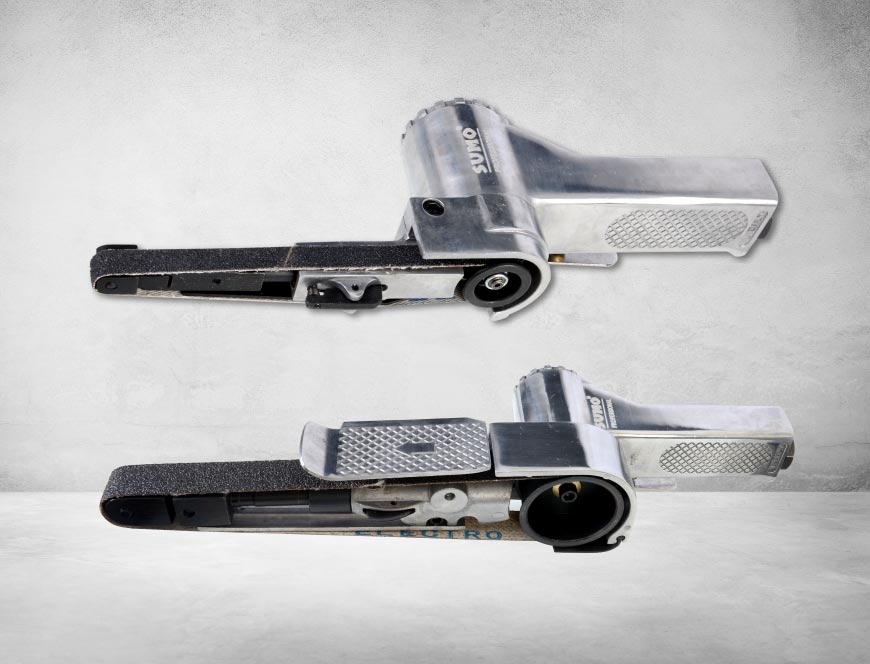
- 7.3 เครื่องมือลม
- 7.4 กาพ่นสี/แอร์บรัช
- 7.5 อุปกรณ์กรองลม
- 7.6 สายลม
- 7.7 ถังอัดจารบีลม
- 7.8 ปืนยิงแม็ก ลูกแม็ก
 8.เครื่องมือไฟฟ้า
8.เครื่องมือไฟฟ้า - 8.1 เครื่องมือไฟฟ้า
- 8.2 เครื่องมือแบตเตอรี่
- 8.3 เครื่องมือก่อสร้าง
- 8.4 เครื่องเจาะ/สว่านแท่นไฟฟ้า
- 8.5 อุปกรณ์ในสวน
- 8.6 เครื่องปั่นไฟ/ปั๊มเครื่องยนต์
- 8.7 เครื่องมือช่างแอร์
- 8.8 อุปกรณ์เสริม/อะไหล่ซ่อม
 9.ปั๊มน้ำ เครื่องอัดฉีด
9.ปั๊มน้ำ เครื่องอัดฉีด  10.อุปกรณ์ดูแลรถยนต์
10.อุปกรณ์ดูแลรถยนต์ - 10.1 น้ำยา/สเปรย์ดูแลรถยนต์
- 10.2 อุปกรณ์ล้างรถ/ดินน้ำมันล้างรถ
- 10.3 ผ้าเช็ดรถ/ผ้าเช็ดกระจก/ผ้าอเนกประสงค์
- 10.4 ฟองน้ำขัด/แป้นรองขัด/กระดาษทรายกลม/ลูกขัดสาหร่าย
- 10.5 กาพ่นสี /อุปกรณ์
- 10.6 เครื่องขัดรถยนต์/เครื่องมือลม
- 10.7 เครื่องชาร์จแบตเตอรี่/สายพ่วงแบตเตอรี่
- 10.8 แม่แรงตะเข้ /ขาตั้งรถยนต์
- 10.9 กระดานรองนอน/ อุปกรณ์คาร์แคร์
- 10.10 ไฟคาร์แคร์
- 10.11 เครื่องทำความสะอาดไอน้ำ
- 10.12 ผ้าคลุมรถยนต์ / ร่มกันแดดกระจกหน้ารถยนต์
 11.เคมีภัณฑ์
11.เคมีภัณฑ์  12.เครื่องมือ
12.เครื่องมือ - 12.1 เครื่องมือช่าง
- เครื่องมือวัดงานช่าง
- เครื่องมือไขและขัน
- เครื่องมือตัดและผ่า
- เครื่องมือจับยึด
- เครื่องมือช่างตะไบ
- เครื่องมือช่างสกัด/ตอก
- เครื่องมืออุดรอยรั่ว
- เครื่องมือช่างแอร์
- ดินสอช่าง
- 12.2 อุปกรณ์เก็บเครื่องมือ/ชั้นโชว์
- 12.3 อุปกรณ์ก่อสร้าง
- 12.4 แท่นตัดกระเบื้อง/ใบมืดแท่นตัดกระเบื้อง/มีดตัดกระจก
- 12.5 ปืนกาว กาวแท่ง/หัวแร้ง/ที่ดูดตะกั่ว/ตะกั่วบัดกรี
- 12.6 บันได/อุปกรณ์เสริม
- 12.7 อุปกรณ์ขนย้าย
- 12.8 กระบอกอัดจารบี
- 12.9 เทป/กระดาษกาว
- 12.10 กุญแจ
- 12.11 แคมป์รัด
- 12.12 อุปกรณ์แพ็คกิ้ง
 13.เครื่องจักร
13.เครื่องจักร